- Location: Illescas (Toledo)
- Key Details: East Zone cleanrooms
- Technology: Refurbishment and replacement of existing AHUs
- Client: AIRBUS
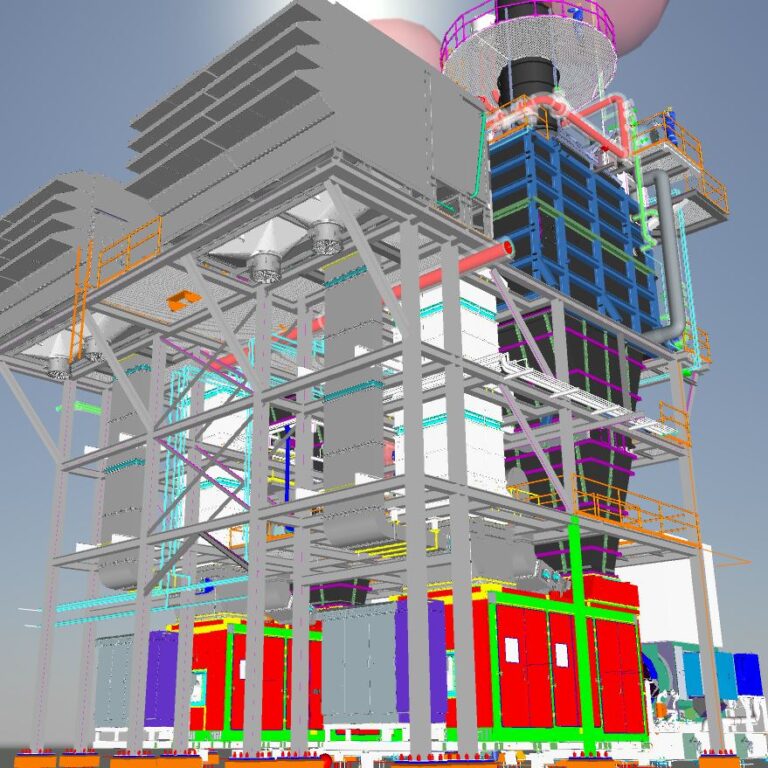
Savener has carried out the engineering and project management for the refurbishment of the HVAC systems in the cleanrooms at the AIRBUS factory in Illescas (Toledo), as part of the programme to improve the energy efficiency of the plant’s industrial facilities.
The main objective of the project was to optimise the performance of the air-conditioning systems in various clean production areas, ensuring compliance with the strict environmental requirements demanded by aeronautical industrial processes in terms of temperature, relative humidity, overpressure and air quality, as well as reducing the energy consumption associated with the operation of the existing systems.
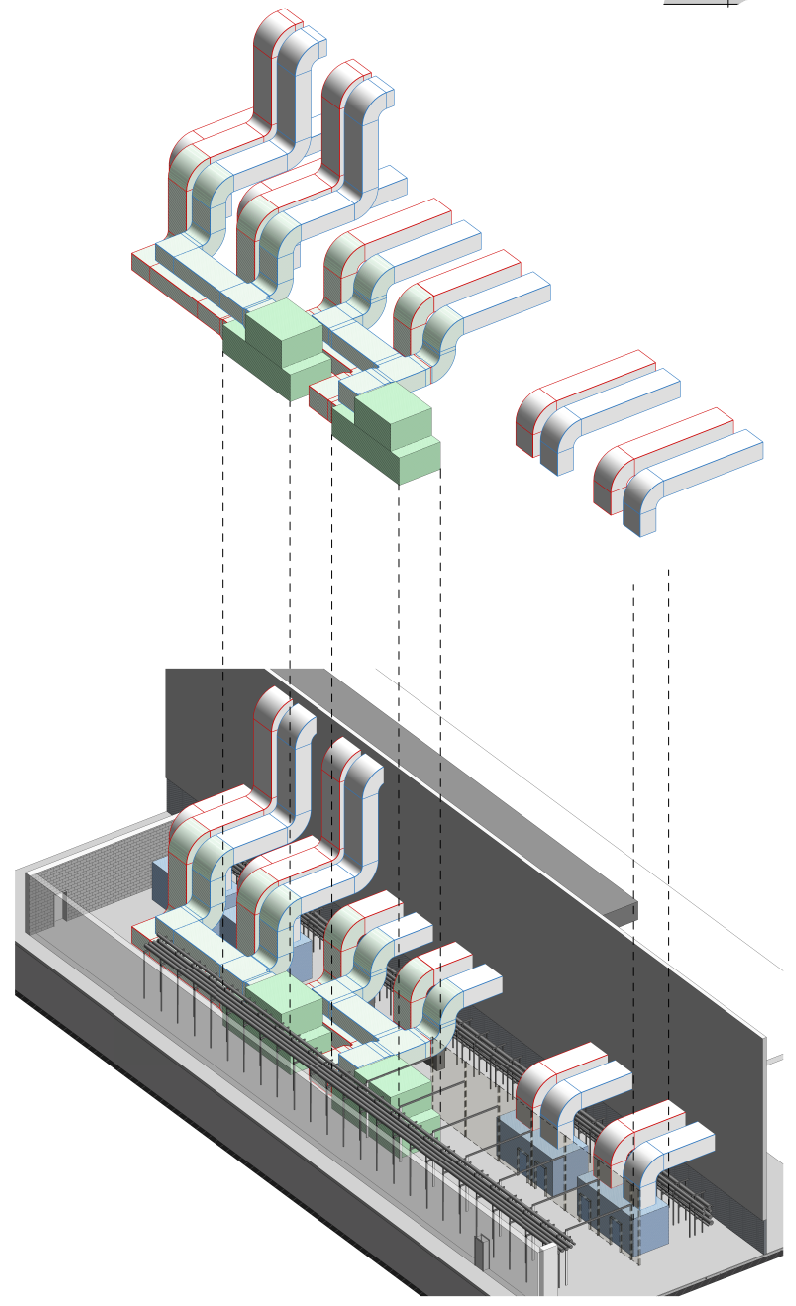
To this end, Savener carried out a comprehensive analysis of the operation of the existing systems, assessing the actual operating conditions of the rooms, the ventilation and recirculation airflows, the associated thermal loads and the effective capacity of the hydraulic and air-handling systems. The study revealed that a large proportion of the AHUs were operating with high percentages of outside air—in some cases 100%—which caused significant difficulties in maintaining the required conditions.
The work carried out has focused on the refurbishment of the HVAC systems in six production cleanrooms: A01N02, A01N03, A01N05, A02N01-B, A03N01 and A04N02. Overall, the project involved work on more than 20 air handling units from different manufacturers and with varying capacities, including equipment from LENNOX, WOLF, AIRVENT, TECNIVEL and TROX.
Key works carried out included:
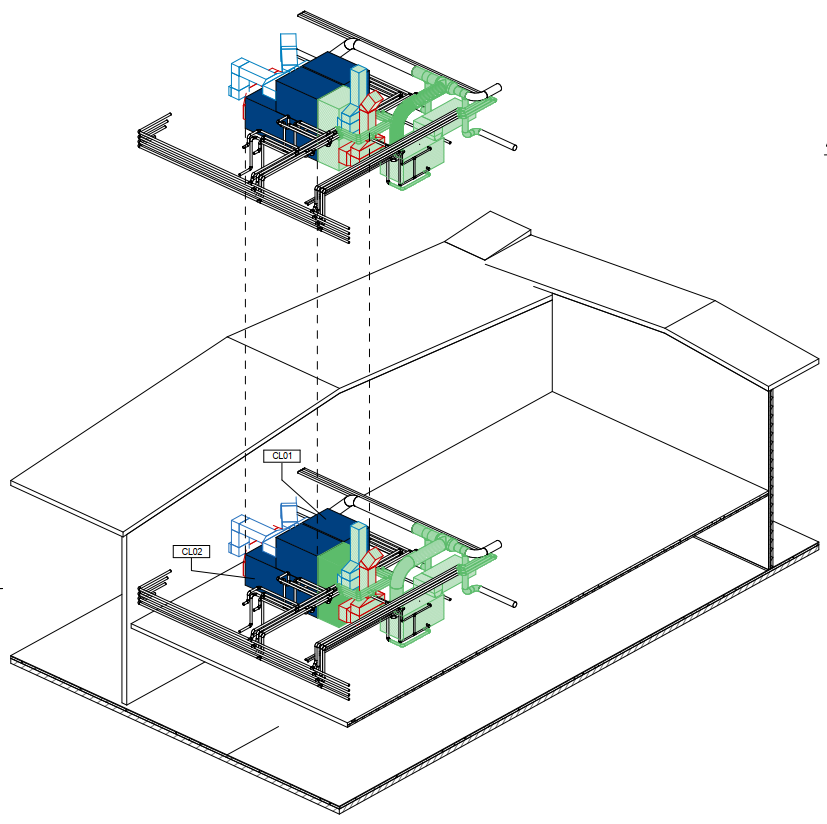
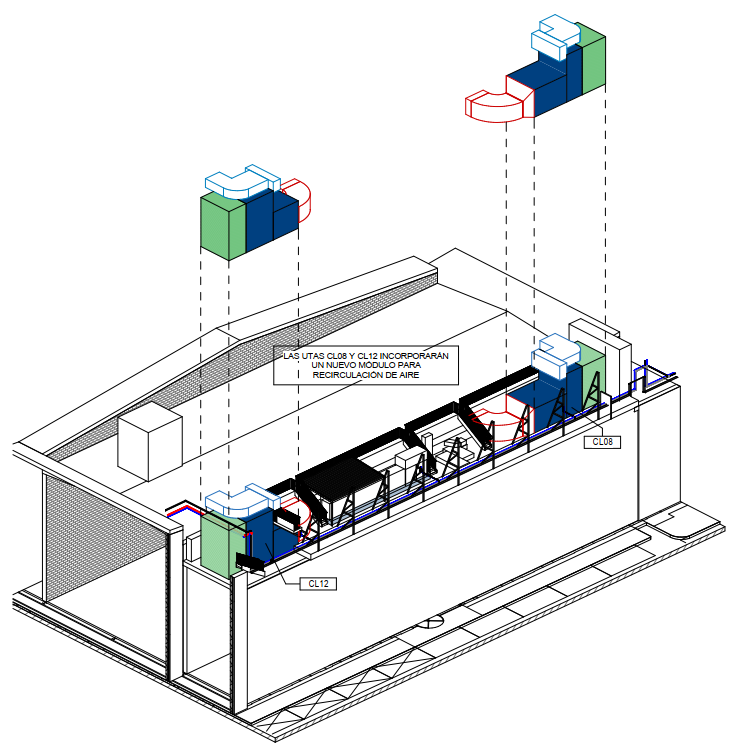
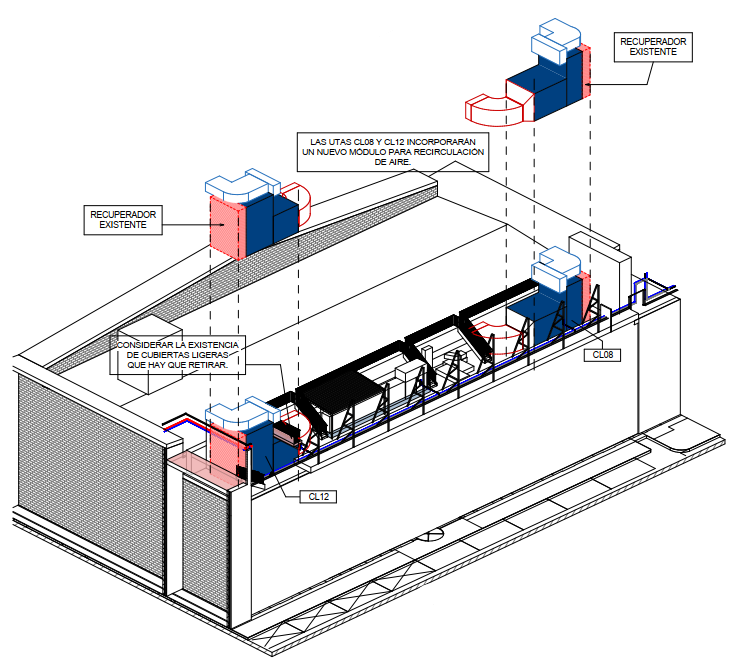
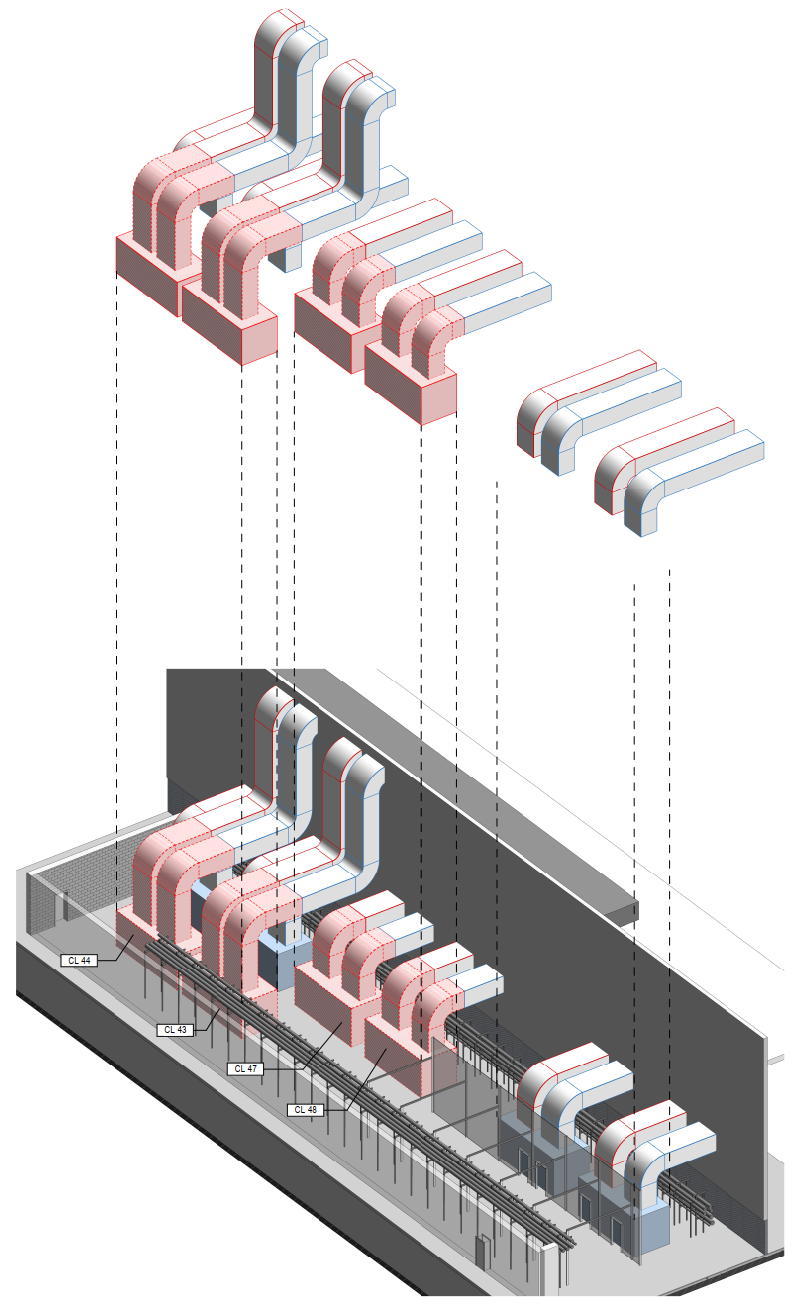
• Replacement of recirculation dampers in WOLF AHUs to increase air recirculation capacity and reduce the flow rate of treated outside air.
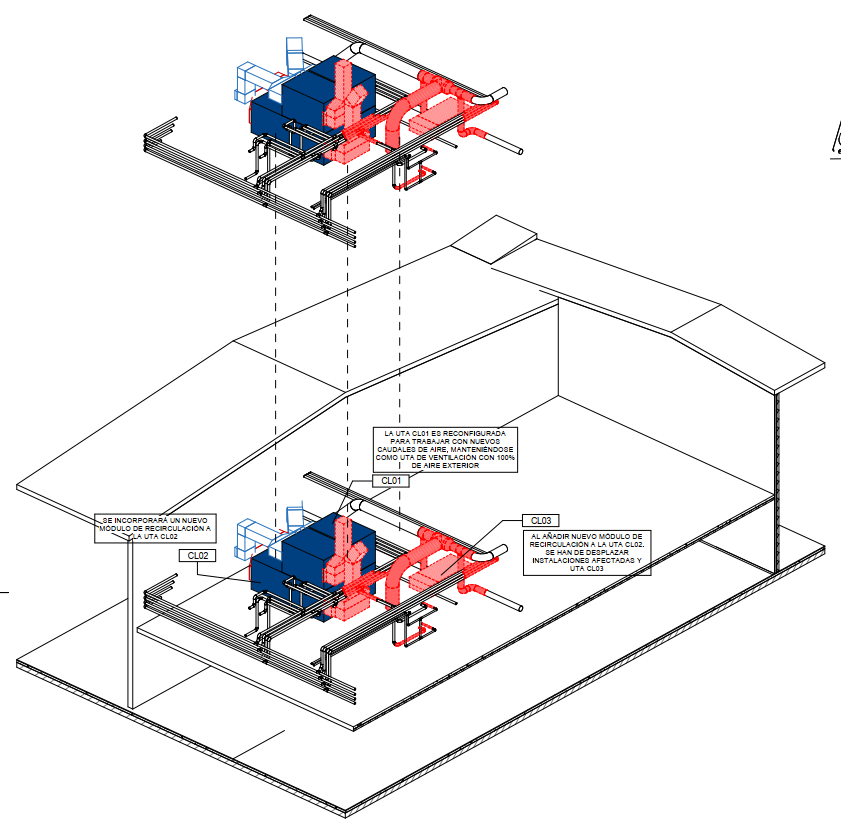
• Installation of additional recirculation modules in LENNOX AHUs originally designed to operate with 100% outside air.
• Replacement of obsolete equipment with new high-efficiency TROX AHUs in Section 19 of the factory.
• Reconfiguration of supply, ventilation and return air flow rates to bring indoor conditions into line with the IDA2 criteria defined in RITE.
• Adaptation of control and regulation systems, including the integration of new motorised components and variable frequency drives.
• Renovation and partial upgrading of humidification systems associated with the existing air handling units.
The refurbishment has made it possible to significantly reduce the volumes of treated outside air in the various cleanrooms, in some cases dropping from levels in excess of 120,000 m³/h to minimum volumes optimised in accordance with regulations, whilst maintaining indoor air quality standards. This optimisation has led to a significant reduction in the thermal loads for cooling, heating and humidification, improving both the stability of the environmental conditions and the overall energy efficiency of the facility.
The project also included the dismantling and replacement of equipment, the adaptation of existing ductwork and hydraulic networks, electrical and control reconnection, functional testing and the commissioning of the refurbished facilities.
With this project, Savener reinforces its expertise in the design and implementation of HVAC solutions for industrial environments with high technical demands, delivering improvements aimed at both the operational performance of the facilities and the sustainability and energy efficiency of production processes.